直线埋弧焊(LSAW)管材是通过先使钢板弯曲、成型,再采用双面埋弧焊接法将钢板边沿焊接起来的方式制造而成。这类管材常用作石油和天然气行业中长距离输送碳氢化合物的管道。
直线埋弧焊(LSAW)管材是通过先使钢板弯曲、成型,再采用双面埋弧焊接法将钢板边沿焊接起来的方式制造而成。这类管材常用作石油和天然气行业中长距离输送碳氢化合物的管道。
直线埋弧焊(LSAW)管材是通过先使钢板弯曲、成型,再采用双面埋弧焊接法将钢板边沿焊接起来的方式制造而成。这类管材常用作石油和天然气行业中长距离输送碳氢化合物的管道。
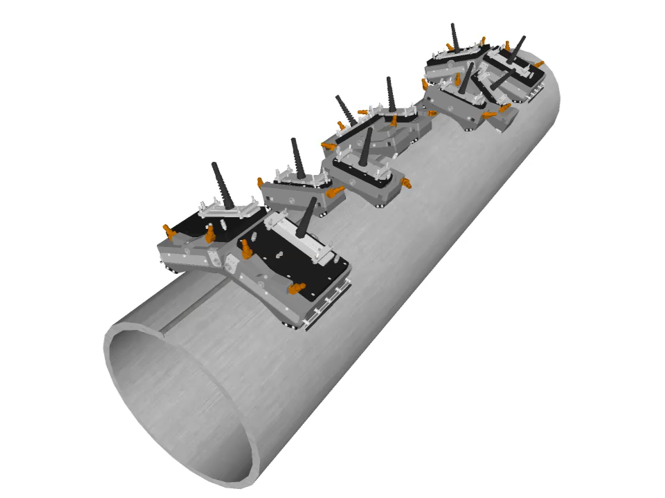
的高性能直线埋弧焊(LSAW)管材和焊缝的检测解决方案,将超声相控阵探头集成到全自动检测系统中,可以满足客户针对焊缝体积检测所提出的非常严格的要求。直线埋弧焊(LSAW)管材检测系统有助于制造商确保直线埋弧焊接管材的质量,而且经过调整改装,还可以满足石油国家管状商品(OCTG)制造商的不同需求。

直线埋弧焊管材检测系统的建造符合管制管材制造检测要求的国际标准。这套系统除了可以检测外径从304.8毫米到2032毫米的不同大小管材的焊缝热影响区(HZA)之外,还可以检测100%的焊缝体积。
可探测到的缺陷:

使用直线埋弧焊(LSAW)管材检测系统对生产的管材进行质量控制,可使制造商获得以下优势:
标准产品的范围 |
直径 |
304.8 mm ~ 2032 mm(外径) |
壁厚 |
10 mm ~ 50.8 mm |
|
速度 |
200 mm/s ~ 800 mm/s |
|
覆盖范围 |
100%焊缝体积,距焊缝两侧各为75毫米的区域 |
|
数据视图 |
实时检测结果 |
C扫描、A扫描、B扫描、带状图和报警 |
参数设置 |
A扫描、B扫描 |
|
检测布局 |
可由用户自行配置的20个不同的布局 |
|
检测模式 |
典型的检测模式 |
纵向裂纹、壁中缺陷、横向裂纹和分层缺陷 |
发射模式 |
脉冲回波、一发一收 |
|
检测模式的配置 |
可以为同一个相控阵(PA)探头同时配置多个不同的检测模式 |
|
典型参考缺陷的探测能力 |
重复性 |
纵向刻槽、横向刻槽和Ф3.2毫米小平底孔(SFBH)为2.5 dB;Ф3.2毫米的通孔和Ф1.6毫米的通孔为3 dB;Ф6.90毫米的平底孔为4 dB |
信噪比(SNR) |
> 12 dB |
|
标准 |
ISO、API、DNV、DEP、Shell |
|
报告制作和数据存储 |
报告类型 |
可由用户配置的检测、校准及校准核查报告 |
存储 |
将检测数据实时存储到数据库 |